-
Làm nổi bật
Tay áo thép ép đùn lạnh
,tay áo cốt thép công nghiệp
,tay áo thép dân dụng
-
trọng lượng/chiếc0,31-4,0kg
-
Tổng số lượng8-100
-
Đăng kíThanh thép
-
Dịch vụ sau bán hàngHướng dẫn & Dịch vụ Theo dõi
-
Sự bảo đảmMột năm
-
Gói vận chuyểnHộp bằng gỗ
-
Nhãn hiệuTRUNGTUO
-
Nguồn gốcTrung Quốc Thiểm Tây
-
Nguồn gốcTrung Quốc
-
Hàng hiệuZHONGTUO
-
Chứng nhậnCE; ISO
-
Số lượng đặt hàng tối thiểu50
-
chi tiết đóng góiVỏ gỗ
-
Thời gian giao hàng7-15 ngày
-
Điều khoản thanh toánL/C, D/A, D/P, T/T, Western Union, MoneyGram
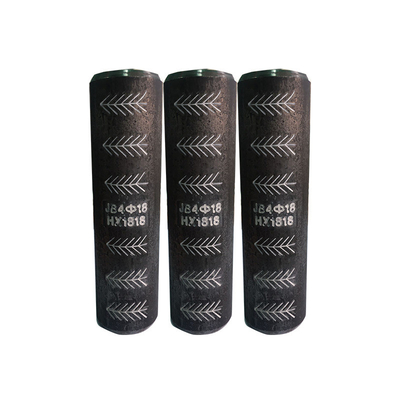
Tay áo thép cây ép đùn lạnh cho các tòa nhà công nghiệp / dân dụng

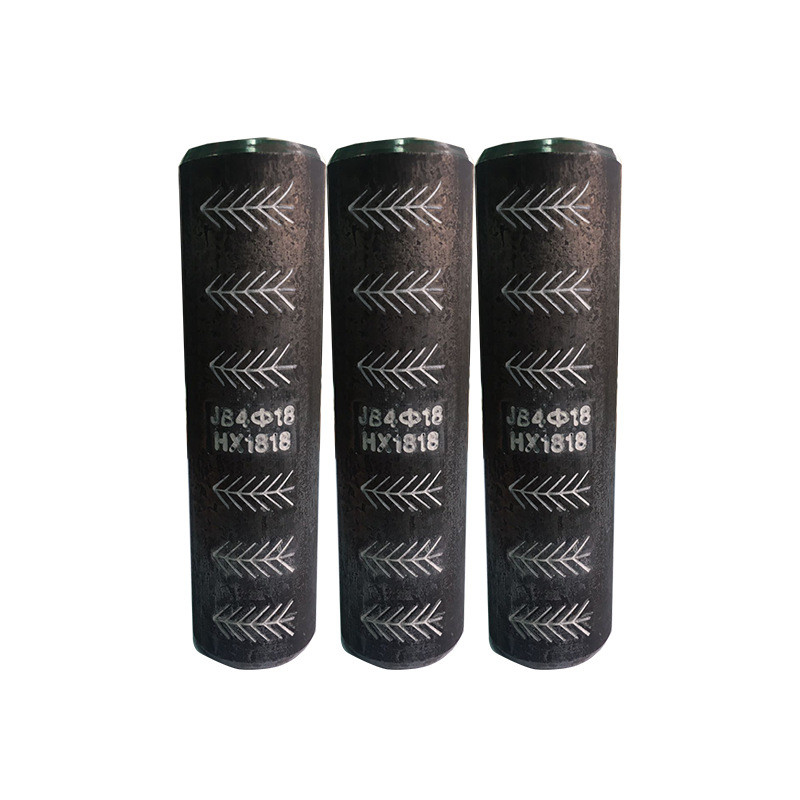

Mô tả về tay áo ép đùn lạnh bằng thép thanh cốt thép
Phương pháp kết nối ép đùn nguội thanh thép là đặt các ống thép vào hai đầu của hai thanh thép cần nối, sau đó ép chúng bằng máy ép đùn lạnh di động để làm biến dạng ống bọc ngoài ép lạnh và nối hai thanh thép thành một.dụng cụ.Phương pháp này được áp dụng cho các công trình công nghiệp và dân dụng, nhà cao tầng, kỹ thuật nền móng, v.v.
Ưu điểm của tay áo ép đùn thép thanh cốt thép
1. Tính ổn định của chính nó không bị ảnh hưởng bởi nhiều yếu tố như thành phần hóa học của thanh thép, yếu tố con người, khí hậu, điện năng.
2. Nó xanh, thân thiện với môi trường, không gây ô nhiễm, đáp ứng các yêu cầu bảo vệ môi trường, an toàn và đáng tin cậy khi vận hành mà không có ngọn lửa.
3. Phạm vi ứng dụng rộng rãi, phù hợp với nhiều hướng và liên kết các thanh thép có đường kính giống nhau và khác nhau.
4. Chất lượng tuyệt vời, độ bền cao, chất lượng ổn định và đáng tin cậy.Dễ sử dụng, dễ vận hành và thi công nhanh chóng.
Các thông số kỹ thuật của khớp nối cốt thép tay áo
| Kiểu mẫu | độ dày tường bên trong | Đường kính trong | đường kính ngoài * chiều dài | Trọng lượng/chiếc | Tổng số lượng | Tổng khối lượng |
| 164 | 5mm | 20 mm | 30*100mm | 0,31kg | 100 | 31.00kg |
| 18 | 5,5-6mm | 22-23mm | 34*118mm | 0,47kg | 70 | 32,90kg |
| 200 | 5,5-6mm | 22-23mm | 36*120mm | 0,53kg | 60 | 31,8kg |
| 222 | 6-6,5mm | 27-28mm | 40*132mm | 0,70kg | 45 | 31,50kg |
| 25 | 7-7,5mm | 30-31mm | 45*150mm | 1,00kg | 30 | 30,00kg |
| 28 | 8-8,5mm | 33-34mm | 50*168mm | 1,43kg | 20 | 28,60kg |
| 320 | 9-9,5mm | 38-39mm | 57*192mm | 2,10kg | 15 | 31,50kg |
| 360 | 10 mm | 53mm | 63*216mm | 3.00kg | 12 | 36.00kg |
| 400 | 11mm | 59mm | 70*240mm | 4,00kg | số 8 | 32.00kg |
Quá trình kết nối tay áo đùn lạnh:
Kết nối đùn thép được chia thành hai quá trình.
Quá trình đầu tiên là ép một đầu của mỗi thanh thép để được kết nối với một nửa ống vách theo yêu cầu trên mặt đất.
Quy trình thứ hai là ép một nửa thanh thép của mối nối và luồn vào đầu thanh thép cần nối, sau đó dùng kìm ép đùn để ép lại, để hoàn thành công việc đùn toàn bộ mối nối.
Mối nối đùn phải được đùn tuần tự từ giữa ống lót đến cuối như đã đánh dấu.
Quy trình nối nửa khớp cốt thép:
Cụ thể là quy trình đầu tiên được đề cập ở trên và các bước cụ thể của nó như sau:
⑴Lắp đặt ống dẫn dầu áp suất cao và các thanh thép có nút chặn và khuôn vỏ, đồng thời bôi dầu bôi trơn vào khuôn;
⑵Nhấn công tắc thủ công phía trên để căn chỉnh ống lót với lỗ bên trong của khuôn, sau đó nhấn công tắc TẮT thủ công;
⑶Lắp thanh thép và đẩy nó vào bộ giới hạn để duỗi thẳng;
⑷ Nhấn công tắc phía trên thủ công để bóp;
⑸Khi bạn nghe thấy âm thanh tràn dầu thủy lực, hãy nhấn lại công tắc thủ công, trả lại pít tông và tháo khuôn;
⑹Tháo khớp nửa vỏ ra và kết thúc thao tác ép đùn nửa khớp.
![]()
Quá trình đùn thanh liên tục:
Cụ thể là thủ tục thứ hai đã đề cập ở trên và các bước cụ thể của nó như sau:
⑴Lắp nửa vỏ vào thanh thép để nối với kết cấu, sao cho máy đùn được đặt đúng vị trí;
⑵Khuôn đặt và miếng đệm được sử dụng với các thanh thép;
(3) Nhấn công tắc thủ công phía trên để bóp, khi nghe thấy tiếng dầu thủy lực tràn ra, nhấn công tắc thủ công phía dưới;
⑷Trả lại pít tông và tấm dẫn hướng, đồng thời lắp đặt miếng đệm;
⑸Nhấn công tắc phía trên thủ công để bóp;
⑹Nhấn công tắc phía trên thủ công, trả lại pít tông và thêm một miếng đệm;
⑺ Nhấn công tắc thủ công phía trên để bóp, sau đó nhấn công tắc thủ công phía dưới để trả lại pít tông;
⑻Tháo miếng đệm, khuôn và máy đùn, và các thanh thép được kết nối.